製品

プラズマシステム
THC
トーチ高さ自動制御装置 PLASMA SYSTEM
優れたトーチ高さの位置決めでプラズマ投資を最適化

ArcGlideTHCは、ハイパーサームの40年以上の切削業界での経験に基づいています。 最小限のオペレータ入力で最適化されたパフォーマンスを提供するように設計されたArcGlideTHCは、プラズマアプリケーションに優れたパフォーマンスと信頼性を提供し、コスト削減を実現します。
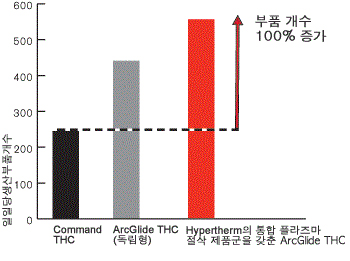
Command THCをはるかに凌駕する新概念のTHC
- 1Command THCより切断品質を向上させていただきます。
- 2生産性を80%以上増大させます。
- 3消耗品をより長く使用できるようにします。
- 4Full Suiteを適用するとTrue Hole™技術を自動的に適用し、穴あけ品質が画期的に向上します。
製品別情報
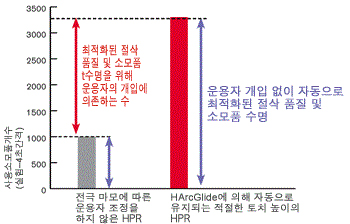
従来のトーチ高さ制御では、適切な切断の高さを確保するために作業者が周期的にアーク電圧を調整する必要がありました。 Hypertherm独自の方法を使用したArcGlide®トーチ高さ制御(THC)は連続してアーク電圧をサンプリングし、作業者の入力がなくても消耗品寿命全体で適切なトーチの高さに合わせてアーク電圧を自動調整します。
結果 : HyPerformance®プラズマHPRXD®設置時のTrue Hole®性能を含めたプラズマ切断作業に対する最適な切断品質·向上した生産性·運営コスト削減。 ArcGlide THC は、CNC統合(Hypernet®通信使用)と独立型構成で使用できます。

システム情報
- 1高い生産性
- Rapid Part™技術切断間の周期時間の最小化 - 時間当たりのパート数の画期的な増加
- IHS(自動初期高さ検出)は損傷のリスクがなく、トーチが鉄板を見つけるのにかかる時間を最小限に抑えます。 パーツ形状と鉄板特性により、可能な場合IHSを自動で飛ばします。
- 急速なZ軸移動で収縮高さを自動設定し、トーチ収縮時間を最小化します。
※ パーツ数 – 203mmフランジ(図表参照)
- 2低運用コスト
- アーク電圧サンプリング及び制御による最適な消耗品寿命と優れた切断品質
- 2年間の品質保証が適用される最大信頼性が実現された非常に丈夫な機械構造
- Hypernet®インストールにより作業を簡素化し、インストール時間を短縮
※ 12mm軟鋼で作業者の介入なく(130A)、適切な切断高さで0.25mm未満の偏差をもつ試作消耗品数(図表参照)
飼養
| 規定承認 | CE, CSA, GOST-R |
|---|---|
| 温度範囲 | -10°C~+40°C 室内 |
| 湿度 | 95% RH |
| 寸法 | リフター: 127mm X 151mm X 743mm HMI: 298mm X 131mm X 118mm 制御モジュール: 359mm X 157mm X 206mm |
| トーチマウント ブレイクアウェイ·アセンブリー | 11.4kg 磁石(推奨) 4.5kg 磁石 空気式 トーチマウントオプション付: 51mm, 44mm, 35mm |
| ストローク速度 | 15240mm/方 |
| リフト容量 | 11.4kg |
| 製品保証 | 2年間品質保証標準 |
| 通信プロトコル | Hypernet® – CNC 分離型配線またはHypernet |
| 電圧 | HMIの場合、50/60Hzから115V/230V 制御モジュールの場合、50/60hzから115V/230V |
| リフト·ストローク長さ | 241mm |
| テーブルのタイプ | 下降·ウォーターテーブル コチョンリュ容量 1 – 4 プラズマシステム |
| 通信プロトコル | Hypernet 砲艦 – HypernetからCNCHMIとHypernetへ、または別個にプラズマへ接続 Hypernetを除く - HypernetでCNCに直列のHMIまたはRS-422に接続、そしてプラズマに別個に接続 |
Hypertherm CNCソリューションと統合するように特別に設計されたSensor®THC(トーチ高さ制御)は、形状切断作業の生産性と収益性を大きく高めることができる全機能トーチ高さ制御システムです。
使用とインストールが簡単なこの装置は、統合CNCソフトウェア機能と閉鎖ループサーボ制御機能、そしてシステム統合とハードウェア信頼性分野の最新技術を提供します。

システム情報
Sensor THCはボタンを押すことでHypertherm切断作業の専門知識を統合するCNCに統合されたトーチ高さ制御システムです。 内蔵切断図表は、作業設定時間と作業者のエラーを減らしながら生産性を高めるプラズマシステムとTHCに対するすべての媒介変数を提供します。
- Sensor THCを使用すれば作業者の入力なしに性能の長所を達成することができるため、広範囲の教育が必要なく、どの位置であっても最高の性能を実現することができます。
- 作動ロジックは、CNC内部において、全体のジョブ設定に対する簡単な位置を提供します。
- 切断図表またはパートプログラム作業コードを通じてHyperthermの内蔵作業専門知識を使用
- Sensor THCはユーザー指定性能のためにユーザー指定リフトの使用をサポートし、プラズマベベル、チューブ、パイプ、ウォータージェットなどの固有用途をサポートします。
- CNCのRemote Helpによるインターネット遠隔診断
- SureCut技術の使用(TrueHole®、TrueBevel™やRapid Part™)
- 1手軽で信頼できる操作
- 簡単なロック、システムテスト、構成のための全体内蔵テスト
- 初期高さ感知、プラズマアークボルト、トーチ高さ無効化、自動切幅交差感知、IHSオフセットのためのユーザープログラミング可能工程制御パラメータ内蔵
- アークトランスファーエラー時の自動再試行
- 2高い生産性
- Rapid Part™技術切断間の周期時間の最小化 - 時間当たりのパート数の画期的な増加
- IHS(自動初期高さ検出)は損傷のリスクがなく、トーチが鉄板を見つけるのにかかる時間を最小限に抑えます。
パーツ形状と鉄板特性により、可能な場合IHSを自動で飛ばします。
- 3低運用コスト
- アーク電圧サンプリング及び制御による最適な消耗品寿命と優れた切断品質
- 最大の信頼性が実現された非常に丈夫な機械構造
※ 12mm軟鋼で作業者の介入なく(130A)、適切な切断高さで0.25mm未満の偏差をもつ試作消耗品数(図表参照)
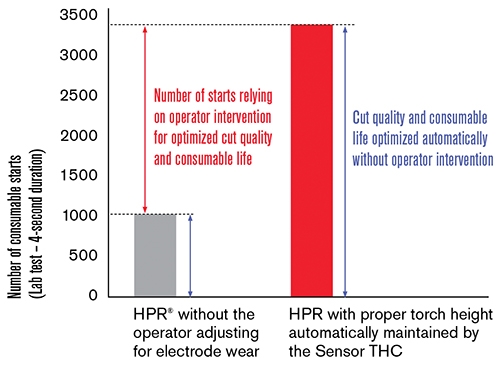
- 4カット品質と消耗品寿命の改善
- 従来のトーチ高さ制御では、適切な切断の高さを確保するために作業者が周期的にアーク電圧を調整する必要がありました。 Hypertherm独自の方法を使用したSensor THCは、連続してアーク電圧をサンプリングし、作業者の入力なしで消耗品寿命全体から適切なトーチの高さに合わせてアーク電圧を自動調整します。
- 自動アーク電圧サンプリングと位置制御により、最適な消耗品寿命と優れた切断品質が達成されます。
飼養
| 寸法 | 127mm X 152mm X 526.5mm |
|---|---|
| リフターストローク長 | 241mm |
| 目方 | 11.27kg(分離·トーチブロックを除く) |
| モータ | OEM 供給 – 60mm フランジ, 70mm ボルト径 |
| 最大リフト容量定格 | 11.4kg |
| 最大速度定格 | 15,200mm/min |
| 通信プロトコル | 別途のモーターとI/O配線 EtherCatとHPRプラズマ、システムを連結 |
| 湿度 | 95% RH |
| 作動環境 | -10°C~+40°C 室内 |
| オプショントーチマウント ブレイクアウェイ·アセンブリー | 11.4kg 磁石(推奨) 4.5kg 磁石 トーチ付ブロックオプション付き: 51mm, 44mm, 35mm |
| 整列レーザーポインター | 標準で含む |
| テーブル タイプ | 下降·ウォーターテーブル |