物品描述

等离子系统

ArcGlide THC 建立在切割行业 40 多年的经验之上。ArcGlide THC 旨在以最少的操作员输入提供优化的性能,为等离子应用提供卓越的性能和可靠性,同时降低切割成本。
远超Command THC的新概念THC
- 一与 Command THC 相比,它提高了切割质量。
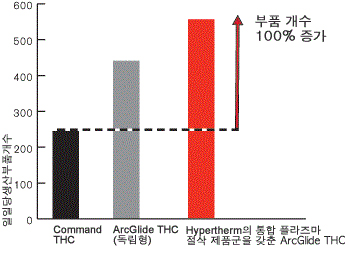
- 2将生产力提高 80% 以上。
- 3使消耗品的使用寿命更长。
- 4当应用 Full Suite 时,True Hole™ 技术会自动应用以显着提高孔加工质量。
特定于产品的信息
传统的割炬高度控制要求操作员定期调整弧压以确保适当的切割高度。使用海宝的专有方法,ArcGlide® 割炬高度控制 (THC) 持续对弧压进行采样,并在易损件的整个生命周期内自动将弧压调节到合适的割炬高度,无需操作员输入。
结果:在安装 HyPerformance® Plasma HPRXD® 时,等离子切割操作(包括 True Hole® 性能)获得最佳切割质量、提高生产率并降低运营成本。ArcGlide THC 可用于 CNC 集成(使用 Hypernet® 通信)和独立配置。

系统信息
- 一高生产力
- Rapid Part™ 技术最大限度地减少切割之间的循环时间——显着增加每小时的零件数量
- 自动初始高度检测 (IHS) 最大限度地减少了割炬找到板所需的时间,而不会造成损坏风险。如果可能,根据零件几何形状和钣金属性自动跳过 IHS。
- 通过快速 Z 轴移动自动设置退刀高度,最大限度地缩短割炬退刀时间。
※ 零件数量——203mm法兰(见图)
- 2运营成本低
- 通过电弧电压采样和控制实现最佳易损件寿命和卓越的切割质量
- 极其坚固的机械结构,提供两年保修期的最大可靠性
- 通过 Hypernet® 安装简化操作并减少安装时间
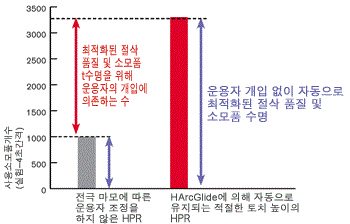
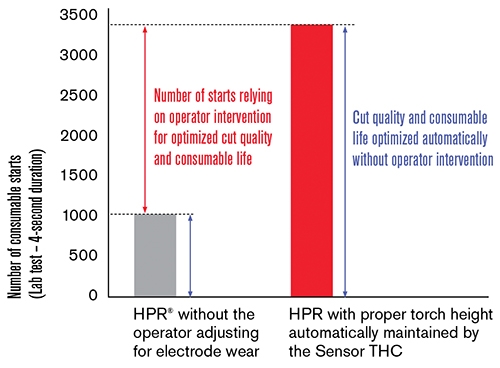
※ 在 12mm 低碳钢上无需操作员干预 (130A) 与正确切割高度偏差小于 0.25mm 的起始耗材数量(见图)
规格
| 监管批准 | CE、CSA、GOST-R |
|---|---|
| 温度范围 | -10°C 至 +40°C 室内 |
| 湿度 | 95% 相对湿度 |
| 尺寸 | 升降器:127mm X 151mm X 743mm HMI:298mm X 131mm X 118mm 控制模块:359mm X 157mm X 206mm |
| 割炬安装/ 分离组件 | 11.4 公斤磁铁(推荐) 4.5 公斤磁铁 气动 割炬安装选项包括:51 毫米、44 毫米和 35 毫米 |
| 行程速度 | 15240mm/min |
| 提升能力 | 11.4公斤 |
| 产品质量保证 | 2年保修标准 |
| 通讯协议 | Hypernet® – CNC 分线或 Hypernet 到等离子系统 |
| 电压 | 115V/230V at 50/60hz for HMI 115V/230V at 50/60hz for control module |
| 提升行程长度 | 241mm |
| 表类型 | 下降和地下水位 大电流容量 1 – 4 等离子系统 |
| 通讯协议 | 使用 Hypernet – Hypernet 到 CNC/HMI 和 Hypernet 或单独连接到等离子 没有 Hypernet – Hypernet 到 HMI 或 RS-422 串行到 CNC 连接和单独连接到等离子 |
Sensor® 割炬高度控制 (THC) 专为与海宝 CNC 解决方案集成而设计,是一款功能齐全的割炬高度控制系统,可显着提高特征切割操作的生产率和盈利能力。
这些装置易于使用和安装,提供集成 CNC 软件功能、闭环伺服控制以及系统集成和硬件可靠性方面的最先进技术。

系统信息
Sensor THC 是一种 CNC 集成割炬高度控制系统,只需按一下按钮,即可集成海宝切割操作专业知识。内置切割表提供等离子系统和 THC 的所有参数,可提高生产率,同时减少作业设置时间和操作员错误。
- 使用 Sensor THC,无需操作员输入即可实现性能优势,无需进行大量培训,并为任何位置和任何班次的任何操作员实现最佳性能。
- 操作逻辑在 CNC 内部,为整个作业设置提供了一个简单的地方。
- 通过切割表或零件程序工作代码使用海宝的内置工作专业知识
- Sensor THC 支持使用定制升降机来实现定制性能,支持独特的应用,例如等离子斜角、管材、管道、水刀等。
- 通过CNC远程帮助实现网络远程诊断
- 使用 SureCut 技术(TrueHole®、TrueBevel™ 和 Rapid Part™)
- 一操作简单可靠
- 完整的内置测试,可轻松锁定、系统测试和配置
- 内置用户可编程过程控制参数,用于初始高度检测、等离子弧电压、割炬高度禁用、自动切割交叉检测、IHS 跳过、IHS 偏移
- 自动重试电弧转移错误
- 2高生产力
- Rapid Part™ 技术最大限度地减少切割之间的循环时间——显着增加每小时的零件数量
- 自动初始高度检测 (IHS) 最大限度地减少了割炬找到板所需的时间,而不会造成损坏风险。
如果可能,根据零件几何形状和板属性自动跳过 IHS。
- 3运营成本低
- 通过电弧电压采样和控制实现最佳易损件寿命和卓越的切割质量
- 极其坚固的机械结构可实现最大的可靠性
※ 在 12mm 低碳钢上无需操作员干预 (130A) 与正确切割高度偏差小于 0.25mm 的起始耗材数量(见图)
- 4提高切割质量和易损件寿命
- 传统的割炬高度控制要求操作员定期调整弧压以确保适当的切割高度。使用海宝的专有方法,传感器 THC 持续对弧压进行采样,并在易损件的整个生命周期内自动将弧压调整到合适的割炬高度,无需操作员输入。
- 通过自动电弧电压采样和位置控制实现了最佳的易损件寿命和卓越的切割质量。
规格
| 尺寸 | 127mm X 152mm X 526.5mm |
|---|---|
| 升降行程长度 | 241mm |
| 重量 | 11.27 kg(不含拆卸和割炬块) |
| 马达 | OEM 供应 – 60 毫米法兰,70 毫米螺栓圆直径 |
| 最大起重能力额定值 | 11.4公斤 |
| 最大速度等级 | 15,200 毫米/分钟 |
| 通讯协议 | 单独的电机和 I/O 接线 EtherCat 到 HPR 等离子系统连接 |
| 湿度 | 95% 相对湿度 |
| 操作环境 | -10°C 至 +40°C 室内 |
| 可选的割炬安装/ 分离组件 | 11.4 kg 磁铁(推荐) 4.5 kg 磁性 割炬安装块,可选:51 mm、44 mm、35 mm |
| 对准激光指示器 | 包括作为标准 |
| 表类型 | 下降和地下水位 |